فهرست محتوا
جوشکاری مفهوم عیب در این صنعت
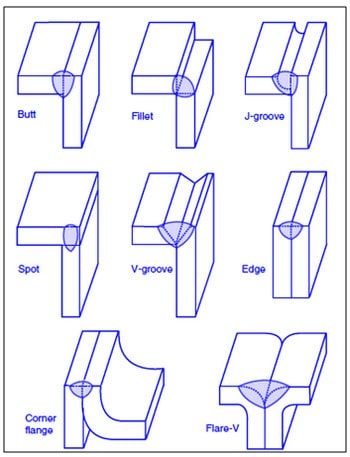
جوشکاری در استاندارد ISO 6520 که درباره فرآیندهای جوشکاری ذوبی است، در مورد انواع ناپیوستگیها و عیوب جوش توضیح داده شده است.
ناپیوستگی یعنی هرچیزی که باعث میشود قطعه جوشکاری درست به هم متصل نشود. عیب به معنی هر ناپیوستگی است که مشکلی برای عملکرد قطعه ایجاد کند یا به عبارت دیگر، اگر ناپیوستگی مشخص شده در محدودهای که استانداردها تعیین کرده باشند، نباشد، آنگاه عیب محسوب میشود.
بنابراین، هر عیبی در جوش ناپیوستگی است، اما همه ناپیوستگیها عیب نیستند. برای اینکه بفهمیم کدام ناپیوستگی به عنوان عیب شناخته میشود، به استانداردهایی که محدوده پذیرش را تعیین میکنند نیاز داریم.
این استانداردها براساس تجربیات گذشته و نیازهای کاربردی قطعه جوشکاری تهیه میشوند.
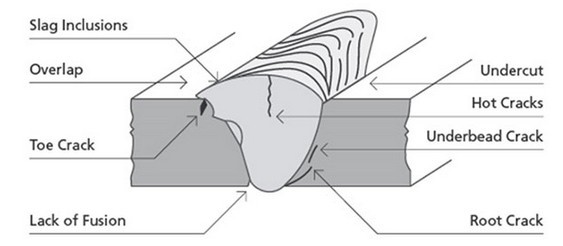
به عنوان مثال، در قطعهای که در شکل زیر نشان داده شده است و دارای چهار نوع ناپیوستگی A، B، C، و D است، باید طبق استاندارد پذیرش بررسی کنیم که کدام یک از ناپیوستگیهای A، B، C، یا D به عنوان عیب شناخته میشود.
نتیجه:
ناپیوستگی A1: عیب است
ناپیوستگی A2: عیب است
ناپیوستگی B1: عیب نیست
ناپیوستگی B2: عیب است
ناپیوستگی C1: عیب است
ناپیوستگی C2:عیب است
ناپیوستگی D1: عیب است
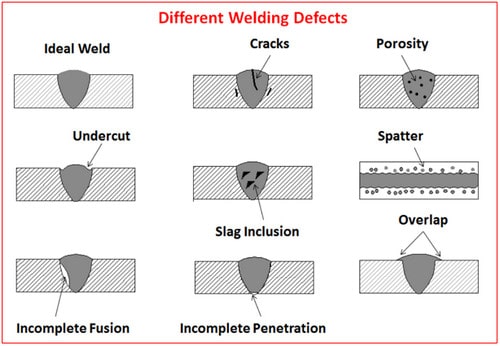
استاندارد جوشکاری ISO 6520 عیوب جوش را به شش دسته تقسیم میکند و هر نوع عیب را در دستهای خاص بررسی میکنیم.
عیوب جوش به شرح زیر است :

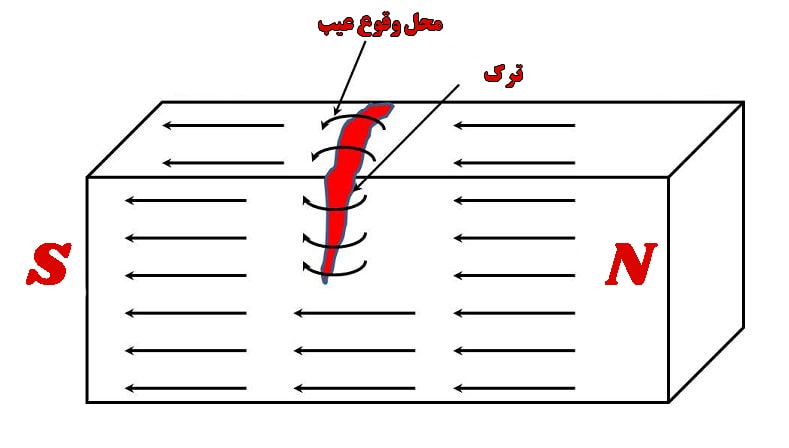
ترکها
ترک ناپیوستگی به دلیل پارگی موضعی در جوش یا فلز پایه ایجاد میشود، که ممکن است ناشی از سرد شدن یا تنش باشد.
ترکها میتوانند در هر دو قسمت فلز جوش و فلز پایه اتفاق بیافتند. آنها زمانی شکل میگیرند که تنشهای موضعی، مانند تنشهای بالاتر از مقاومت تسلیم ماده، وارد شوند.
ترکهای خوردگی به طور معمول با افزایش تنش در نزدیکی ناپیوستگیهای فلز جوش، فلز پایه یا در نزدیکی شیارهای مکانیکی که در طراحی اتصال پیشبینی شدهاند، رخ میدهند. این ترکها از خطرناکترین عیوب جوش هستند.
به طبقهبندی استاندارد، ترکها به دو دسته گرم و سرد تقسیم میشوند:
1. ترک گرم یا انجمادی: این نوع ترک در حین انجماد مذاب شکل میگیرد.
2. ترک سرد یا هیدروژنی: این نوع ترک بعد از اتمام فرآیند انجماد، یا همان تاخیری، شکل میگیرد. این ترکها به واسطه هیدروژن شکننده یا تردی هیدروژنی به وجود میآیند.
ترکهای گرم در مرزدانهها شکل میگیرند، در حالی که ترکهای سرد میتوانند در مرزدانهها ظاهر شوند و گسترش یابند.
انواع ترکها به لحاظ شکل ظاهری
۱) ترک مويی (Micro Crack)
وقتی یک ترک در ابعاد بسیار کوچکی شکل میگیرد که حتی با استفاده از میکروسکوپ هم به آن دسترسی دشوار است، آن را میکرو ترک یا میکرو فیشر مینامند.
۲) ترک طولی (Longitudinal Crack)
در فرآیند جوشکاری زیر پودری که با سرعت زیادی انجام میشود، گاهی اوقات میتوان تخلخلها را که معمولاً با چشم غیرقابل مشاهده هستند، در جوشها مشاهده کرد. ترکهای طولی که بین قطعات کوچک و حجیم اتفاق میافتند، اغلب به دلیل سرعت بالای سرد شدن فلز و درگیری قطعات یا مواد غلیظ تر اتفاق میافتند. این ترکها عمدتاً موازی با محور جوش قرار دارند و به چهار نوع زیر تقسیم میشوند:
1. در فلز جوش خود
2. در مرزهای جوش
3. در منطقه تأثیر حرارت جوش یا HAZ (منطقه اطراف جوش که دمای آن به مرز تسلیم فلز رسیده است اما خود جوش نیست)
4. در فلز پایه که قسمت اصلی قطعه است
۳) ترک عرضی (Transverse Crack)
ترک عرضی اساساً عمود بر محور جوش قرار دارد و بیشتر از تنشهای فشاری ناشی میشود که بر جوشی که خود به نرمی زیادی ندارد، عمل میکند. این نوع ترکها ممکن است در مناطق زیر زیر واقع شوند:
1. در فلز جوش
2. در مرز جوش
3. در منطقه تأثیر حرارت جوش یا HAZ (منطقه اطراف جوش که دمای آن به مرز تسلیم فلز رسیده است اما خود جوش نیست)
4. در فلز پایه
۴) ترکهای تشعشعی
ترکهای تشعشعی اصطلاحی است که برای ترکهایی به کار میرود که از یک نقطه مشترک شعاعی به سمت خارج شکل میگیرند. این ترکها ممکن است در این مناطق ایجاد شوند:
1. در فلز جوش
2. در منطقه تأثیر حرارت جوش (HAZ)
3. در فلز پایه
ترکهای تشعشعی کوچک به نام ترکهای ستارهای (Cracks Star) هم شناخته میشوند.
۵) ترک چاله (Crater Crack)
ترک چاله، یک نوع ترک است که در انتهای خط جوش اتفاق میافتد و زمانی ایجاد میشود که جوشکاری به درستی و به خوبی انجام نشود. این ترک یکی از عیوب جوش شایع است و گاهی به آن ترک ستارهای نیز گفته میشود. ترک چاله جوش اغلب ناشی از انقباض ناگهانی قوس جوشکاری است و به سه شکل زیر دیده میشود:
1. ترکهای طولی: که موازی با خط جوش قرار دارند.
2. ترکهای عرضی: که عمود بر خط جوش قرار دارند.
3. ترکهای ستارهای: که از یک نقطه مشترک شعاعی به سمت خارج شکل میگیرند.
۶) گروه ترکهای ناپیوسته (Group Of Disconnected Cracks)
تعدادی از ترکهایی که ممکن است در این مناطق دیده شوند عبارتند از:
۱. در فلز جوش
۲. در منطقه تاثیر حرارت جوش (منطقه اطراف جوش که دمای آن به مرز تسلیم فلز رسیده است اما خود جوش نیست)
۳. در فلز پایه
۷) ترکهای انشعابی (Branching Crack)
ترکهای انشعابی گروهی از ترکهایی هستند که به یک نقطه مشترک متصل هستند و از ترکهای تشعشعی به طور قابل مشاهده متمایز هستند. این ترکها ممکن است در این مناطق ایجاد شوند:
۱. در فلز جوش
۲. در منطقه تاثیر حرارت جوش (HAZ)
۳. در فلز پایه
علل پیدایش ترک در جوش
۱) عدم رعایت پیشگرمی و پسگرمی جوش به انجام داغ و خنک شدن مناسب جوش.
۲) استفاده از الکترود مرطوب یا غیر مناسب.
۳) نسبت نفوذ جوش به پهنای مورد نیاز اتصال (طراحی اشتباه اتصال).
۴) جوشکاری در شرایطی که قطعه قفل شده است، یعنی نمیتواند به طور آزاد حرکت کند.
۵) خنک شدن سریع قطعه پس از جوشکاری.
۶) وجود ناخالصیهای گوگرد و فسفر در فلز پایه.
حفره ها
حفرهها در جوش به دلیل حبس گازها هنگامی که جوش سرد میشود، ایجاد میشوند. این حفرهها معمولاً شکل کروی دارند، اما ممکن است حفرههای طولی نیز وجود داشته باشند.
در جوشکاری قطعات چدنی، حفرههای گازی ممکن است به صورت لایه به لایه هم پیدا شوند. اندازه حفرهها (تخلخل) مهم است، اما اگر زیاد باشند، به اندازه نواحی تیز که باعث تمرکز تنش میشوند، خطرناک نخواهند بود.
وجود تعداد زیادی از حفرهها در جوش نشاندهنده این است که عواملی مانند شرایط جوشکاری، مواد مصرفی یا طراحی اتصال به درستی کنترل نشده اند، یا فلز پایه آلوده و کثیف است، یا هماهنگی کافی بین فلز پایه و فلز جوش وجود ندارد.
حفرهها منحصراً ناشی از حضور گاز هیدروژن نیستند، اما نشاندهنده حضور هیدروژن در جوش و ناحیه حرارت دیده است. این موضوع در آلیاژهای آهنی ممکن است خطر ترک خوردن قطعه را افزایش دهد.
انواع حفره ها
1) حفره گازی (Gas Cavity):
حفرهای است که به دلیل حبس شدن گاز درون جوش ایجاد میشود.
2) منفذ گازی (Porosity):
حفرههای گازی که شکل کروی دارند.
3) تخلخل با توزیع یکنواخت (Uniformly Distributed Porosity):
تعدادی از حفرههای گازی که به طور یکنواخت در سراسر فلز جوش پخش شدهاند.
4) تخلخل خوشهای یا موضعی (Clustered or Localized Porosity):
گروهی از حفرههای گازی که به صورت خوشهای و با توزیع تصادفی در جوش قرار دارند.
5) تخلخل خطی (Linear Porosity):
ردیفی از حفرههای گاز که موازی با محور جوش قرار دارند.
6) حفره کشیده شده (Elongated Cavity):
حفرههای غیر کروی که بزرگترین ابعادشان تقریباً موازی با محور جوش است.
7) حفره کرمی شکل (Worm-Hole):
حفرهای شکل لوله که در فلز جوش ایجاد میشود و ناشی از آزاد شدن گاز است. شکل و مکان حفره کرمی شکل توسط فرایند انجماد و میزان گاز موجود تعیین میشود. این حفرهها به طور عمومی به صورت خوشههایی گروهبندی میشوند و به صورت غیرمنظم در جوش پخش میشوند. برخی از حفرههای کرمی شکل میتوانند باعث شکستن سطح جوش شوند.
۸) منفذ سطحی (Surface Pore):
منفذ گازی است که در سطح جوش قرار دارد و ظاهر جوش را مختل میکند.
۹) تخلخل سطحی (Surface Porosity):
تخلخلی است که در سطح جوش قابل مشاهده است، حفرههای گازی تکی یا چندتایی که سطح جوش را مختل میکنند.
۱۰) حفره انقباضی (Shrinkage Cavity):
حفرههایی هستند که به دلیل انقباض در هنگام انجماد جوش ایجاد میشوند.
۱۱) انقباض میان شاخهای (Interdimeric Shrinkage):
حفرههای انقباضی که در میان شاخههای جوش شکل میگیرند. این حفرهها ممکن است شامل گازهای حبس شده باشند و در زمان خنک شدن جوش شکل میگیرند. این نوع عیب عموماً عمود بر رویه جوش قابل تشخیص است.
۱۲) حفره لولهای چاله (Crater Pipe):
این حفره انقباضی در انتهای یک پاس جوش قرار دارد که قبل یا حین جوش پاسهای بعدی برطرف نشده است.
۱۳) حفره لولهای چاله انتهایی (End Crater Pipe):
یک نوع چاله باز با سوراخی که در انتهای جوش وجود دارد و میتواند سطح مقطع جوش را کاهش دهد.
آخال ها
آخالها سربارههای ذرات غیرفلزی هستند که در داخل فلز جوش یا در مرزهای جوش گیر کردهاند و موجب عیب در جوش به نام “جسمهای جامد درونی” میشوند. آخالهای سرباره معمولاً ناشی از روشهای نادرست جوشکاری یا دسترسی نامناسب به قطعه هستند. اگر آخالها بر روی سطح جوش باشند، با سنگ زدن و جوشکاری مجدد میتوان آنها را برطرف کرد.
انواع آخال شامل:
۱) آخال جامد (Solid Inclusion):
این آخال شامل مواد خارجی جامدی است که در جوش گیر افتادهاند.
۲) آخال پودر (Flux Inclusion):
این نوع آخال شامل ذرات جامد پودری است که ممکن است به صورت خطی، منفرد یا خوشهای در جوش حضور داشته باشند.
۳) آخال اکسید (Oxide Inclusion):
این آخالها شامل ذرات جامد اکسید فلزی هستند که میتوانند به صورت خطی، منفرد یا خوشهای در جوش حاضر باشند.
۴) آخال فلزی (Metallic Inclusion):
این نوع آخال شامل ذرات جامد فلزی است که ممکن است مانند تنگستن، مس و سایر فلزات به صورت خطی، منفرد یا خوشهای در جوش یافت شوند.
عیبهای آخال فلزی تنگستن در جوشکاری TIG و عیبهای آخال فلزی مس در جوشکاری CO2 مشاهده میشود.

The result of a pass is a weld bead or layer.
نفوذ و ذوب ناقص نقص
ایرادات نفود و ذوب ناقص در جوشکاری عبارتند از:
– ذوب ناقص (Lack Of Fusion – LOF):
ذوب ناقص به کمبود پیوند بین فلز جوش و فلز پایه یا بین لایههای متوالی فلز جوش اطلاق میشود. این مشکل میتواند به صورت زیر ظاهر شود:
– ذوب ناقص دیواره جانبی (Lack of Side-Wall Fusion):
این ایراد وقتی رخ میدهد که فلز جوش نتواند به درستی با دیوارههای جانبی قطعه اتصال برقرار کند.
– ذوب ناقص بین پاسی (Lack of Inter-Run Fusion):
در این حالت، پیوند بین دو پاس جوش متوالی به طور کامل برقرار نمیشود، که میتواند منجر به نقاط ضعف در ساختار جوش شود.
– ذوب ناقص ریشه (Lack of Root Fusion):
این مشکل زمانی رخ میدهد که فلز جوش به درستی با فلز پایه در نقطه شروع جوش (ریشه) متصل نشود.
– ذوب ناقص ریز (Micro-Lack of Fusion):
این نوع ایراد کمبود پیوند بین فلز جوش و فلز پایه یا لایههای متوالی را به صورت ریزنمایی نشان میدهد، که ممکن است به صورت نقاط ناپیوسته در ساختار جوش ظاهر شود.
این ایرادات از نظر تقسیم بندی و تشخیص در جوشکاری مهم هستند و نیاز به رفع آنها به منظور افزایش استحکام و کیفیت نهایی اتصال دارند.
نقاط ناقص ذوب شده به علت عدم همپوشانی بین فلز جوش و فلز پایه رخ میدهند. این ایراد به دلیل این است که فلز پایه و فلز جوش به درستی با یکدیگر هماهنگ نشدهاند و نقاطی از فلز پایه به دلیل عدم ترکیب مطلوب با فلز جوش باقی میمانند.
ایرادات جوش نفوذ و ذوب ناقص یکی از مشکلات معمولی برای جوشکاران مبتدی هستند. برای تشخیص ذوب ناقص (Lack Of Fusion) و انواع آن، میتوان آنها را به دو گروه طبقهبندی کرد:
1. گروه قابل تشخیص با روشهای غیرمخرب (NDT):
این گروه شامل ذوب ناقص که حاوی حفرهها یا ذرات غیرفلزی است که میتوان آنها را با استفاده از روشهای غیرمخرب مانند فلوآر و رادیوگرافی تشخیص داد.
2. گروه قابل تشخیص با روشهای غیرمخرب نیستند:
این گروه شامل ذوب ناقص است که ناپیوستگیهای محلی در ساختار جوش را نشان نمیدهد و فقط یک نقص ساختاری است. به همین دلیل، این نوع ایراد با استفاده از روشهای غیرمخرب مانند فلوآر و رادیوگرافی قابل تشخیص نمیباشد.
این طبقهبندی به جوشکاران کمک میکند تا ایرادات را به دقت تشخیص دهند و روشهای مناسب را برای رفع آنها انتخاب کنند.
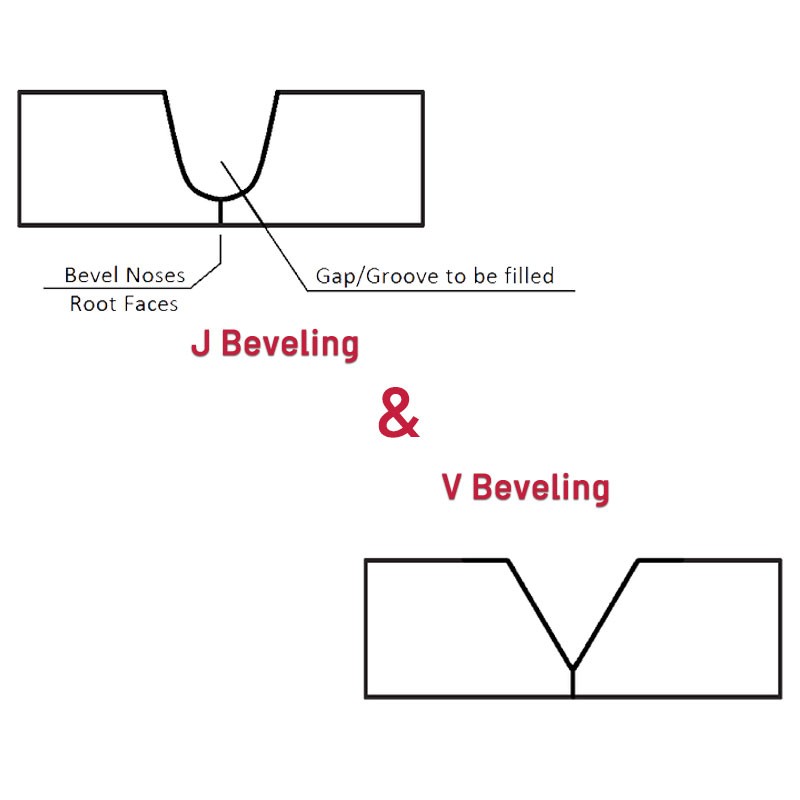
نفوذ ناقص یا LOP به وضعیتی گفته میشود که یک یا هر دو وجه ریشه در جوش به درستی ذوب نمیشود. این ایراد میتواند به دلیل عوامل مختلفی رخ دهد، اما یکی از علل شایع آن، فاصله کم بین وجوه ریشه در زمان جوشکاری است.
در وضعیت نفوذ ناقص، جوشکاری به نحوی انجام نمیشود که فلز به درستی در داخل ریشه جوش ذوب شود، که این میتواند باعث ضعف قوی جوش و حتی خطراتی برای قطعه شود.

شکل و ابعاد ناقص
ایراد شکل و ابعاد ناقص در جوش به مشکلی اشاره دارد که شکل بیرونی و اندازههای جوش به استاندارد مورد نظر نمیرسند. این مشکلات میتوانند به دلیل عوامل زیر ایجاد شوند:
۱) عدم رعایت استانداردهای جوشکاری و نقشههای فنی
۲) ناتوانی یا عدم تجربه جوشکار در اجرای صحیح جوش
۳) استفاده از تجهیزات و ابزارهای نامناسب برای جوشکاری
۴) شرایط نامناسب محیطی مانند دمای غیر مناسب یا شرایط جوشکاری
انواع ایرادات شکل و ابعاد ناقص جوش
۱) بریدگی کناره جوش Under Cut
بریدگی کناره جوش، به مشکلی اشاره دارد که در اطراف جوش فلزی، حفرههایی دیده میشود که ممکن است منقطع یا پیوسته باشند. این مشکل به عنوان عیب بریدگی کناره جوش شناخته میشود و یکی از مشکلات رایج در جوشکاری است.
۲) فلز جوش اضافی Excess Weld Metal
ایراد فلز جوش اضافی یا “Excess Weld Metal” به مشکلی گفته میشود که در اتصالات شیاری، مقدار بیش از حدی از جوش بر روی سطح فلز پایه میماند.
۳) تحدب اضافی Excessive Convexity
ایراد تحدب اضافی یا “Excessive Convexity” به مشکلی گفته میشود که در نقاط اتصالات، گرده جوش به طور غیرمعمولی بزرگ و برجسته است که ممکن است باعث نامناسبی شکل و ظاهر نهایی اتصال گردد.
۴) نفوذ اضافی Excessive Penetration
نفوذ اضافی یا “Excessive Penetration” به مشکلی گفته میشود که در جوشکاری، گرده جوش به طور غیرمعمولی در عمق ریشه فلزی پیشرفته و بسیار بزرگتر از حد معمول نفوذ کند.
۵) روی هم افتادگی Overlap
روی هم افتادگی یا “Overlap” به مشکلی گفته میشود که در جوشکاری، فلز جوش اضافی روی سطح فلز پایه قرار گرفته اما به درستی ذوب نشده است. این مشکل معمولاً در دو شکل زیر مشاهده میشود:
1. روی هم افتادگی پنجه جوش: وقتی فلز جوش به طور ناصحیح روی سطح جوش قرار گرفته ولی به درستی ذوب نشده باشد.
2. روی هم افتادگی ریشه جوش: وقتی که جوش به شکلی اضافی در ناحیه عمیقتر از ریشه فلزی پیچیده ولی به درستی ذوب نشده است.
این نوع ایراد میتواند به علت تنظیمات نادرست دما و سرعت جوشکاری یا انتخاب نامناسب الکترود و مواد جوشکاری رخ دهد.
۶) برون محوری خطی Linear Misalignment
برونمحوری خطی یا “Linear Misalignment” به مشکلی گفته میشود که دو قطعه که به هم جوش داده شدهاند، در یک صفحه موازی قرار نمیگیرند. به عبارت دیگر، خطوط و محورهای اصلی دو قطعه جوش داده شده با یکدیگر موازی نیستند و اختلافی در تراز آنها وجود دارد.
۷) فرونشستن Sagging
فرونشستگی یا “Sagging” به مشکلی گفته میشود که فلز جوش به دلیل نیروی جاذبه فرو میریزد. این مشکل میتواند به صورت زیر رخ دهد:
۱. فرونشستگی در حالت افقی، که به معنای فرونشستن فلز جوش در جهت افقی است.
۲. فرونشستگی در حالت تخت یا سقفی، که به معنای فرونشستن فلز جوش در صفحه یا سقف است.
۳. فرونشستگی در گوشه جوش، که در نقاط اتصال دو قطعه به هم اتفاق میافتد.
۴. فرونشستگی (ذوب) در لبه جوش، که به معنای فرونشستن و ذوب شدن فلز جوش در اطراف لبه است.
به طور کلی، فرونشستگی Sagging یک ترکیب از دو مشکل سرفتگی و پرنشدگی در جوش است که ناشی از نیروهای جاذبه میباشد.
۸) سوختگی ریشه Burn-Through
سوختگی ریشه یا “Burn-Through” ایرادی است که در زمان جوشکاری، وقتی حوضچه جوش فرو میرود، یک حفره در جوش ایجاد میشود. این حفره به طور کامل در ریشه جوش قابل مشاهده است، به این معنی که فلز جوش از زیر لایه جوشکاری شکسته میشود و حفرهای در آن ایجاد میشود که میتوان آن را دید.
۹) شیارهای ناقص پر شده Incompletely Filled Groove
شیارهای ناقص پر شده یا “Incompletely Filled Groove” به ایرادی گفته میشود که در خطوط جوش پیوسته یا منقطع، ماده جوش کاملاً به خوبی در سطح جوش پر نشده است. به عبارت دیگر، در جایی که باید ماده جوش برای پر کردن یک شیار یا یک اتصال جوش پر شود، ممکن است قسمتی از شیار یا اتصال خالی مانده باشد و جوش به طور کامل نرسیده باشد.
۱۰) عرض نامنظم Irregular Width
عرض نامنظم یا “Irregular Width” به ایرادی گفته میشود که در طول خط جوش، عرض جوش به طریق نامنظم و با تغییرات بیش از حد دیده میشود. به عبارت دیگر، جوش در برخی نقاط خود نه فقط در عرض یکسانی اجرا نمیشود بلکه با نواحی دارای عرضهای مختلفی روبرو میشویم که این وضعیت نمیتواند به عنوان یک جوش یکنواخت و استاندارد محسوب شود.
۱۱) تقعر ریشه Root Concavity
تقعر ریشه یا “Root Concavity” به ایرادی گفته میشود که در جوشهای لب به لب، در نقطه ریشه، به دلیل انقباض، فلز به سمت داخل یک گود یا حفره میپیچد. به عبارت دیگر، در این ایراد، جوش در محل ریشه نه به صورت صاف و یکدست شکل میگیرد، بلکه به وسیله انقباض، گودهایی در نقطه ریشه ایجاد میشود که ممکن است تاثیر منفی بر روی استحکام و کیفیت جوش داشته باشد.
۱۲) شروع مجدد ضعیف Poor Restart
شروع مجدد ضعیف یا “Poor Restart” به ایرادی گفته میشود که در هنگام شروع دوباره جوشکاری، سطح جوش به طور نامنظم و ناهمواری مشخصی داشته باشد.
نواقص متفرقه
نواقص متفرقه یا “Miscellaneous Imperfections” به تمام عیوبی گفته میشود که نمیتوان آنها را در گروههای ۱ تا ۵ قرار داد.
انواع نواقص متفرقه
۱) لکهی قوس Arc Strike
لکهی قوس یا “Arc Strike” به ایرادی گفته میشود که در نتیجه قوس زدن یا روشن شدن قوس خارج از محدوده مورد نظر جوشکاری، صدمهای به سطح ماده پایه نزدیک به جوش وارد میشود.
۲) پاشیدگی Spatter
پاشیدگی یا “Spatter” به ایرادی گفته میشود که در طی جوشکاری، ذراتی از فلز جوش یا ماده پرکننده به صورت پراکنده از فرایند خارج شده و به سطح فلز پایه یا فلز جوش چسبیده و نشسته باشند.
این تقسیمبندی عیوب جوش بر اساس استاندارد ISO 6520 صورت گرفته است. ممکن است برخی از عیوب که در این مقاله ذکر شدهاند، در استانداردهای دیگر با نامهای متفاوتی شناخته شوند. برای پیدا کردن نام این عیوب در استانداردهای دیگر، میتوانید با مراجعه به هر استاندارد مرتبط، این عیوب را مشاهده و نامگذاری آنها را در آن استاندارد پیدا کنید.
حد پذیرش عیوب در جوش
در مقالهای که خواندیم، با انواع عیوب جوش آشنا شدیم که ممکن است در طول جوشکاری به وجود آیند. اما یک نکتهای که مطرح نشد، این است که این عیوب به چه حدی قابل قبول هستند؟ به عبارت دیگر، یک سازه جوشی با داشتن چه میزانی از این عیوب هنوز میتواند قابل اعتماد باشد و از خطراتی مانند شکست در سازههای جوشی جلوگیری کند؟
به این معضل “حد قابل قبول عیوب جوش” میگویند. در واقع، هرچه سازه جوشی حساستر باشد، نیاز به بررسی دقیقتر برای اطمینان از سلامت جوش دارد. به عنوان مثال، حساسیت یک منبع آب که در بالای پشت بام قرار میگیرد، با حساسیت یک مخزن تحت فشار در یک نیروگاه قابل مقایسه نیست.
به همین دلیل، جوشها بر اساس کیفیت به سه کلاس مختلف تقسیم میشوند: کلاس A، B، و C. کلاس B به عنوان حساسترین کلاس در طراحی سازههای جوش شناخته میشود، به طوری که اکثر عیوب جوشی که ذکر شدند، در این کلاس قابل قبول نیستند. به عبارت دیگر، کلاس D در بازرسی جوش، کلاسی است که سادهترین است و برخی از عیوبی که گفته شد، اگر در سازههای جوشی با کلاس D وجود داشته باشند، به سلامت جوش خسارتی نمیزنند.
در نهایت، برای طراحی و ساخت یک سازه جوشی و بررسی آن، سازنده معیارهای طراحی و ساخت را با توجه به کلاس مورد نظر فراهم میکند و بر این اساس سازه ساخته میشود و سپس تحت بازرسی قرار میگیرد.
در نهایت، انتخاب کیفیت مناسب برای سازه جوشی نقش مهمی در تعیین عملکرد و قیمت مناسب آن دارد. این انتخاب نیاز به تعادلی منطقی بین قیمت و کیفیت سازه جوش دارد که وظیفه مهندسان با تجربه جوش بر عهده دارد تا آن را به درستی تعیین کنند.
در جوشکاری، وقتی از عیب یا ناپیوستگی صحبت میشود، به مواردی اشاره داریم که خصوصیاتی مانند نوع، اندازه، پراکندگی یا مکان آنها از حد مجاز استانداردها فراتر رفته و غیرقابل قبول باشد.
در استاندارد AWS D1.1 برای جوشکاری سازههای فلزی، نوعهایی از ناپیوستگی مانند آکاله سرباره، ذوب ناقص و نفوذ ناقص ذکر شدهاند که غیرقابل قبول هستند.
در برخی استانداردها، ناپیوستگی نوع ذوبی اغلب از ترک مورد توجه بیشتری برخوردار است. اما در استاندارد BS 5500، نه تنها ترک بلکه ذوب ناقص یا نفوذ ناقص نیز ممنوع تلقی میشود.
ناپیوستگیهای گرد (Rounded) میتوانند در هر قسمتی از جوش ظاهر شوند، در حالی که ناپیوستگیهای دراز (Elongated) قابل پیشبینی در هر جهتی هستند.
ناتمامی به بینظمی سهبعدی در شبکه اتمی اشاره دارد که به عنوان یک نوع متالورژیکی مورد شناسایی قرار میگیرد.
ناپیوستگی به مجموعهای از ناتمامیها مانند مرزدانه اطلاق میشود که به طور معمول با روشهای غیرمخرب آزمایش قابل کشف نیستند.
نقص به ناپیوستگی اشاره دارد که از طریق آزمایشهای مخرب یا غیرمخرب قابل شناسایی است و در شرایط عمومی موجب شکست سازه نمیشود، بنابراین ممکن است در سازه بدون نیاز به تعمیر باقی بماند.